Contact us

- Contact number:0755-2708-8292
- Mobile Number:18938693455(Helen Yu)
- Enterprise Email:yw11@zldsmt.com
- Shenzhen Factory (Headquarters):Building A3, Huafa Industrial Park, Fuyong Street, Fuyuan Road, Baoan District, Shenzhen
- Nantong Factory Address:No.268 Jinchuan Road, Nantong Hi-tech Industrial Development Zone, Tongzhou District, Nantong City, Jiangsu Province
- Kunshan Factory Address:No.1318, Shuixiu Road, North Private Industrial Park, Yushan Town, Kunshan City, Jiangsu Province

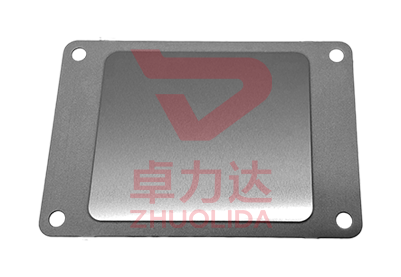
FeCrAl Heating Wire Processing
- Household Appliances,Industrial Heating Equipment,Medical Devices,Automotive Industry,Aerospace & Electronics
FeCrAl Heating Wire Processing relies on state-of-the-art photochemical etching technology, a non-contact, cold processing method that redefines the precision and reliability of FeCrAl heating wire manufacturing. Unlike traditional mechanical drawing or cutting, etching uses selective chemical corrosion to shape FeCrAl alloy wires, enabling the production of high-precision heating elements with consistent performance—critical for applications where temperature control and long-term stability are non-negotiable.
The core advantage of etching in FeCrAl heating wire processing is its unmatched precision control. Etching technology achieves micron-level regulation of wire diameter, with the minimum achievable wire diameter reaching 0.03mm and the pitch error strictly controlled within ±0.002mm. This level of precision is essential for FeCrAl heating wires, as even slight variations in wire diameter or coil pitch can lead to uneven resistance distribution, resulting in localized overheating and shortened service life. The etched FeCrAl heating wires feature uniform cross-sections and consistent coil spacing, ensuring stable current distribution and uniform heating across the entire wire length.
Furthermore, etching ensures superior material integrity for FeCrAl heating wires. As a cold processing method, it avoids the thermal stress, oxidation and deformation associated with high-temperature processing or mechanical drawing. FeCrAl alloy is renowned for its high-temperature resistance (up to 1400℃) and corrosion resistance, and etching preserves these intrinsic properties without damaging the alloy structure. The non-contact process eliminates burrs, microcracks and surface defects, ensuring a smooth, clean surface that reduces energy loss and prevents premature failure in high-temperature environments.
Show picture



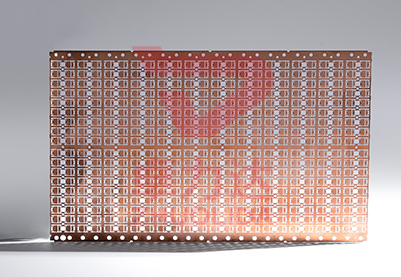
FeCrAl Heating Wire Processing using etching technology offers distinct competitive advantages over traditional manufacturing methods such as mechanical drawing, laser cutting and stamping. These advantages make etched FeCrAl heating wires the preferred choice for industries worldwide, where high precision, stable performance and long service life are critical requirements.
The primary advantage of etching in FeCrAl heating wire processing is its ability to produce ultra-precise, uniform heating elements. Mechanical drawing often results in uneven wire diameters and surface defects, leading to inconsistent resistance and localized overheating. Laser cutting causes thermal deformation and heat-affected zones (HAZ) that weaken the FeCrAl alloy’s high-temperature resistance, while stamping is limited to simple shapes and cannot achieve fine coil pitches. In contrast, etching produces FeCrAl heating wires with micron-level precision, uniform cross-sections and burr-free surfaces, ensuring stable heating performance and extended service life—critical for applications like medical sterilizers and industrial furnaces.
Another key benefit is cost-effectiveness and production efficiency. Etching eliminates the need for expensive custom tooling or multiple post-processing steps (such as deburring or polishing), which are required for traditional methods. The non-contact process reduces tool wear and maintenance costs, while the roll-to-roll production line enables high-volume manufacturing with consistent quality. For manufacturers, this translates to lower production costs, shorter lead times and higher yield rates, making etched FeCrAl heating wires a more economical solution compared to traditionally processed alternatives.
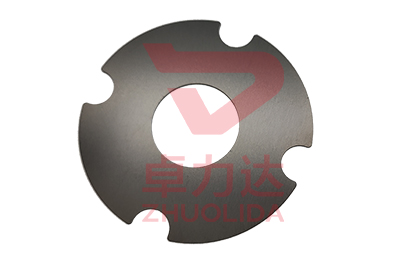
Etching also offers excellent material compatibility for FeCrAl alloys. FeCrAl is a hard, brittle alloy that is difficult to process with mechanical methods without causing damage, but etching’s non-contact chemical corrosion gently shapes the alloy without compromising its structural integrity. This compatibility allows for processing of various FeCrAl grades (such as 0Cr27Al7Mo2, 0Cr25Al5) and ultra-thin wire diameters (down to 0.03mm), expanding the range of applications for FeCrAl heating wires.